Line Blind Valves in Industrial Flue Gas Treatment Systems
In the safety and environmental protection system of industrial flue gas system, line blind are critical shut-off devices. Their main job is to action pipeline media and create a safe environment for equipment maintenance. They work especially well in harsh flue gas pipeline conditions—like high temperature, strong corrosion, and high dust levels. Them widely used in desulfurization, denitrification, dust removal, and waste heat recovery systems in industries such as power, steel, and chemical engineering. They’re a critical barrier to keep systems running stably and protect workers.
1. How Line Blind Valves Work & Core Functions
Line Blind Valves fully shut off flue gas pipelines by moving the valve core linearly or rotationally. This basically stops safety accidents (like worker poisoning or equipment corrosion) and environmental violations (like excessive harmful gas emissions) caused by flue gas leaks. Their core functions break down into two points:
1.1.**Safety Isolation**: When the system needs maintenance, they cut off flue gas flow between the section being maintained and the operating section. This creates a physical barrier to protect maintenance workers and equipment.
1.2.**Working Condition Switching**: In multi-process flue gas treatment systems (such as switching between different dust removal units), valves open and close to control media flow direction. This ensures the system runs stably as needed.
2. Three important Technical Requirements for Flue Gas pipeline Line Blind Valves
Flue gas pipeline contain media such as sulfur dioxide, nitrogen oxides, and dust, operate at temperatures as high as 150-400°C, and have pipeline diameters of up to several meters. These factors place stringent demands on the technical performance of line blind valves, with the key requirements being as follows:
2.1. Excellent Sealing Performance: Stop Leaks Sealing is the core index of Line Blind Valves. They need to resist both corrosive media and high-temperature conditions:
Sealing Structure: The main types are metal hard sealing (for high-temperature, high-pressure scenarios) and elastic sealing (for medium-low temperature, low-leakage needs). Some high-end products use "metal + elastic" composite sealing—it balances reliability and sealing performance.
Corrosion-Resistant Materials: Sealing surfaces or parts must use special materials. Graphite works for high temperatures and corrosion. PTFE (polytetrafluoroethylene) resists strong corrosion and suits medium-low temperatures. Valve bodies are usually made of weathering steel or stainless steel to prevent sealing failure from flue gas corrosion.
Leakage Standard: Most industries require "zero leakage" under rated working conditions. Some strict scenarios (like waste incineration flue gas) need to meet the highest standards in the Valve Sealing Performance Test Specification.
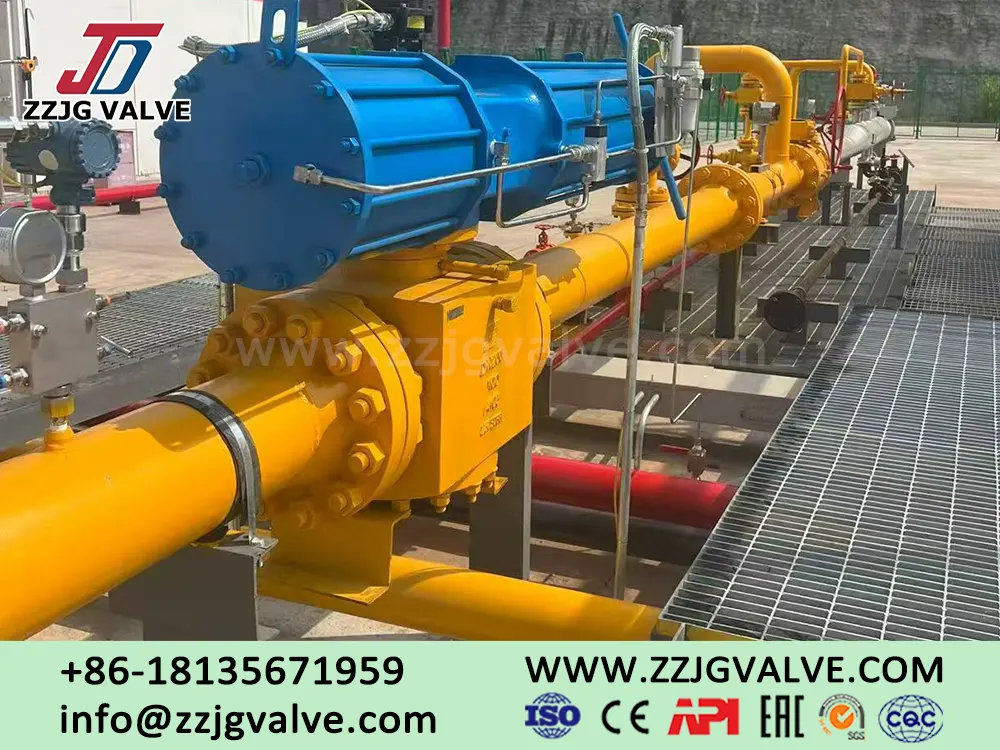
2.2 Stable Operational Reliability: Fit Harsh Conditions Flue gas pipelines are large (usually 1-4 meters in diameter) and work in harsh conditions (much dust, pressure fluctuations). So Line Blind Valves need efficient, stable operation capabilities:
Driving Method: Electric or hydraulic drives are mainly used instead of manual operation (humans can’t push large-diameter valve cores). They support remote control and automatic interlocking (can connect to DCS systems and link with desulfurization/denitrification systems).
Response Speed: To meet emergency shut-off needs, the response time for opening and closing is usually within 30 seconds. Some fast-switch Line Blind Valves can shorten this to 15 seconds.
Anti-Interference Ability: The drive system must be dust-proof and waterproof. A anti-jamming structure (like a dust cover or purge port) should be set between the valve core and seat. This prevents valve jamming from dust accumulation.
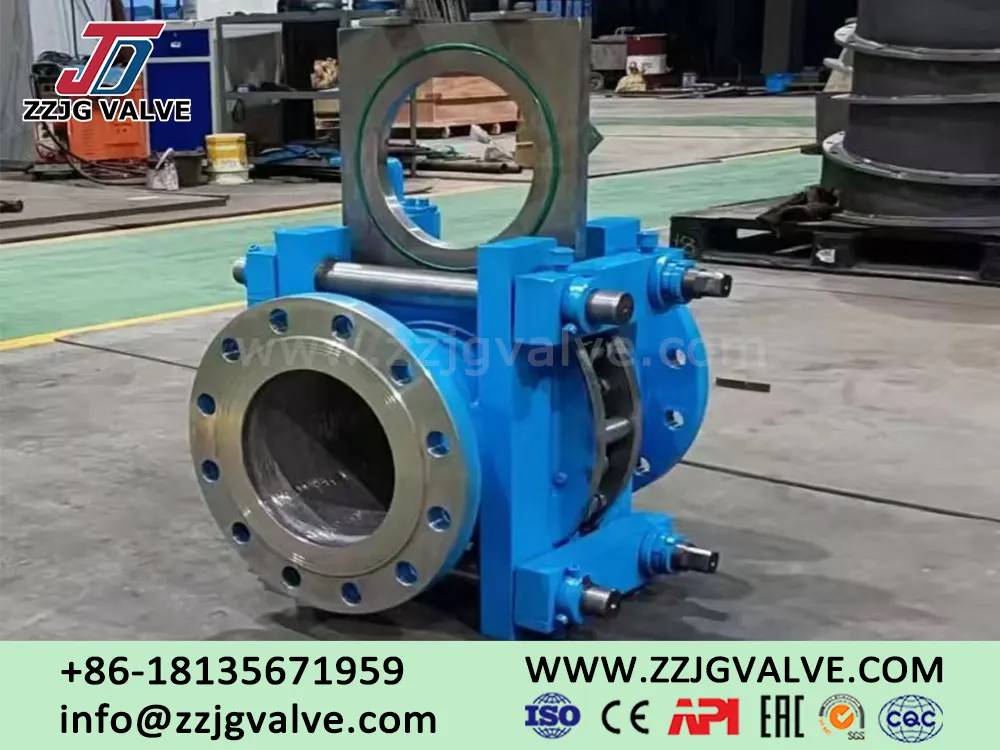
2.3. Complete Safety Protection Design: Avoid Equipment Failure To deal with emergencies (like power outages or sudden pressure rises), Line Blind Valves need multiple safety guarantees:
Emergency Operation Function: All electric/hydraulic Line Blind Valves must have a manual operation interface (such as a hand crank). This ensures manual opening and closing when power is cut off.
Protection Devices: Integrate limit switches (to prevent valve core damage from overtravel), torque protection (to avoid motor overload), and pressure monitoring (to automatically alarm when pipeline pressure is abnormal). These reduce the risk of mechanical failure.
Structural Safety: Valves and pipelines should be rigidly connected via flanges. Some large-diameter valves need support structures to prevent valve displacement or sealing failure from pipeline vibration.
3. Scenario-Based Selection Strategy for Line Blind Valves Pipelines in different industries with different flue gas parameters have significantly different needs for Line Blind Valves. Selection must be accurately matched with flue gas composition, dust content, temperature, pressure, and working condition frequency. Below are selection examples for typical application scenarios:
| Application Scenario | Key Flue Gas Characteristics | Blind Valve Selection Points | Selection Advantages |
| Desulfurization system in coal-fired power plants | High dust content (usually >30g/m³), contains sulfur dioxide` | Choose Line Blind Valves with purge ports; add wear-resistant treatment to the valve core surface | Regular compressed air purging removes dust and avoids sealing surface wear |
| Flue gas pipelines in waste incineration plants | High chlorine content (strong corrosion), contains dioxins | Use double-seal structure Line Blind Valves; apply anti-corrosion coating (like polyurea) to the valve body | Double seals provide double protection; anti-corrosion coating extends valve body life |
| Waste heat recovery system for sintering machines in steel plants | High temperature (350-400°C), pressure fluctuations | Choose metal hard-seal Line Blind Valves; add high-temperature heat dissipation design to the drive system | Metal seals resist high temperatures; heat dissipation design prevents drive system overheating |
| Denitrification system in chemical industry | Frequent working condition switching, limited pipeline space | Select side-mounted Line Blind Valves (instead of top-mounted ones) | Side-mounted valves take up less space, switch quickly, and are easy to maintain |
4. Maintenance Management & Intelligent Development Trend of Line Blind Valves
The long-term stable operation of Line Blind Valves(goggle valves) depends on both good product selection and standardized maintenance. Meanwhile, as environmental protection requirements become stricter, their technology is evolving toward intelligence.
4.1 Standardized Maintenance Management: Extend Equipment Life Daily maintenance should focus on "sealing surface protection" and "drive system maintenance". The core process is as follows:
**Daily Inspection**: Check for leaks on the sealing surface (using a flue gas detector) and abnormal noise in the drive device every day. Clean dust around the valve every week.
**Regular Maintenance**: Lubricate the drive device (motor, hydraulic station) with special lubricating oil every quarter. Check the wear of the sealing surface every six months. Replace sealing parts if necessary.
**Annual Inspection**: Conduct a full-performance test every year. This includes a sealing performance test (using nitrogen to check leakage rate) and an operational reliability test (simulating emergency manual operation during power outages). Ensure the valve is in a qualified state.
4.2 Intelligent Development Trend: Improve System Safety With the promotion of the "smart environmental protection" concept, new Line Blind Valves are integrating sensing and early warning functions to transform into "intelligent equipment":
Real-Time Condition Monitoring: The valve body integrates temperature sensors (to monitor sealing surface temperature and check for overheating), pressure sensors (to monitor pipeline pressure), and displacement sensors (to monitor valve core position and check for jamming). Data is uploaded to the cloud or central control system in real time.
Fault Early Warning & Diagnosis: Use IoT technology to analyze operating data. When the sealing surface is excessively worn or the drive system is abnormal, it automatically sends an early warning signal. It can even predict when a fault will occur and arrange maintenance in advance.
Remote Operation & Maintenance: Some high-end products support remote debugging and parameter modification. This reduces on-site maintenance work, especially for power plants and steel plants in remote areas.
In short, line Line Blind Valves are the "safety guards" of industrial flue gas treatment systems. Their technical features must match flue gas working conditions closely. At the same time, through standardized maintenance and intelligent upgrading, they continue to ensure the safe and environmentally friendly operation of the system. They provide key support for flue gas treatment in power, steel, chemical, and other industries.
If you have any technical or business needs regarding line blind valves, please contact our engineers: Fun Fan(Mr),Mb: +86-18135671959, Email: [email protected].
Next: ZZJG Delivered DN1800 Large-diameter Butterfly Valve to Water Plant